
Die Casting Process
The advantage to the die casting process is the ability to make large quantities of well defined components quickly and cheaply that will require few secondary operations to obtain a finished part. Die castings, pressure die castings, and vacuum die castings are processes by which foundries can rapidly create thin wall complex shapes, with high dimensional accuracy, and with a very smooth attractive surface finish.
The disadvantage to the die casting process is that the initial tooling is normally very expensive and process is limited to low temperature alloys, such as aluminum, brass, copper, magnesium, and zinc alloys.
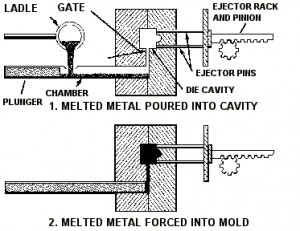
Die castings are made by pouring, injecting, or pulling by vacuum melted alloys into the cavities of a hardened metal mold, called a die. Normally this is done in an automated die casting machine. Most dies have several cavities, making several parts with each production cycle.
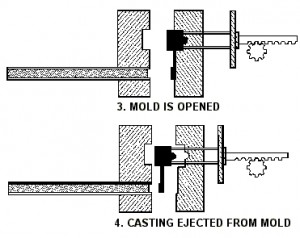
The die castings process begins by making a steel die, which will be capable of making tens of thousands of parts. The dies are made in at least two sections. The production cycle begins by clamping the die sections together. Liquid alloy is then poured, injected, or pulled by vacuum into the cavities. When it solidifies, the die opens and the part is ejected. Once removed from the die, the castings normally require a few secondary operations, usually just flash trimming, buffing, perhaps holes tapped or machined to a final tolerance and then anodized, painted, or plated.
The die casting process is the fastest known process for making non-ferrous parts. Die castings are generally less than 20 Lbs (9 kg’s), but can be as large as 50 Lbs (22 kg’s). By obtaining your castings off shore you can save on not only the individual unit cost of the parts, but substantially on the initial tooling cost.