
Die Forging Process
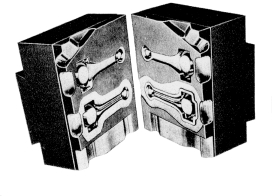


Die, or drop, forging is a mass production process which “hammers ” metal between two dies to form the desired shape. Half of the die is attached to the “hammer” (upper section) and the lower half of the die is attached to the “anvil” (lower section). A metal “blank” is placed in the lower half of the die and then “struck” one or more times with the upper die. The force of the strike forces the metal to flow in all directions, filling the die cavity, and giving the parts a very strong grain structure. Excess metal is squeezed out between the die faces, and is called flash or flashing. After the forging operation, the flash is cut off in another press with a trimming die.
Die forging is suitable for the production of small, medium, and large parts that required high strength. Some examples of such drop forged, or die forged parts, are wrenches, gear blanks, fasteners, and engine crankshafts.
The forging process provides the near shape of the part, with a very strong grain structure. Since the basic shape of the part is obtained by pressure, much less material is lost in the forging and secondary machining processes. This process creates parts that are stronger than castings, but much cheaper than being completely machined from bar stock.
When metal is hot, it is soft and pliable, allowing it to be easily formed under pressure without breaking or cracking. This is why most parts are “hot forged”. Some alloys and smaller parts can be “cold forged”, also called “cold headed”. A good example of cold forged parts are screws and bolts.
The disadvantage to the drop, or die, forging process is that when high temperatures are used during the forging process, rapid oxidation takes place, creating a surface scale and a poor exterior finish. Another disadvantage is the tooling cost. Drop forging dies are normally more expensive than a comparable casting die. The cost difference is due to the pressures and forces that the tooling must be designed to withstand. Also close tolerance can not be obtained. This means that secondary machining will most likely be needed to obtain a finished part.